低塘万达服务热线:
0574-62270990

余姚市低塘万达塑料异型材厂
联 系 人:郑总
手机:13362886557
电话:0574-62270990
传真:0574-62271182
网址:www.yywanda.cn
地址:浙江 余姚市余姚市低塘街
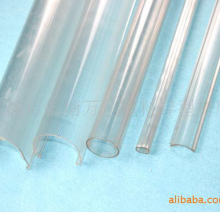
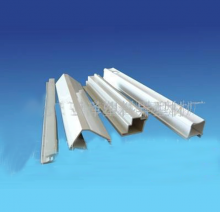
塑料异型材挤出成型是利用螺杆旋转和压力将塑化后的成型材料从挤出机筒体连续挤出到模头中。熔融材料通过模头口模制成与模具头形状相似的坯料。通过牵引装置将成型产品连续拉出模具,同时冷却成型,生产出所需形状的产品。为了获得外观和内在质量良好的异型材产品,需要对挤出工艺条件进行控制,主要包括混合、成型温度、螺杆冷却转速、挤出压力、冷却定型等。
1、混合物
在混炼过程中,通过配方计量将PVC树脂等组分加入到热混炼机中。将混合物高速加热至120℃,然后均匀混合。将混合物放入冷搅拌机中,同时冷却至45℃,形成松散、流动的粉末混合物,然后卸料备用。搅拌时控制温度是非常重要的。如果混合温度过高,材料容易粘结、结块、塑化不均匀;如果混合温度过低,材料混合不充分,无法达到预成型的目的。因此,一般高温混合终点温度控制在(115-120)℃,高温混合时间为10min-15min,冷混合排放温度为45℃。
2、挤压温度
生产产品选用带排气装置的对旋双螺杆挤出机。挤出机经过预热、进料、输送、排气、熔融等工序,使物料均匀塑化,形成熔体。到达头部后,挤压机进一步使它们均匀化。通过头部压力,挤压机被压实形成致密的型坯,在流动状态下通过模具连续成形。
挤出温度是促进成型材料塑化和熔体流动的必要条件。它对挤压过程中材料的塑化、型材的质量和产量有着非常重要的影响。料筒和模具的温度是控制的重点,因为PVC塑料型材的加工温度接近分解温度,所以必须严格控制。
一般来说,挤出机的温度控制主要是从筒体的进料段到挤出段,使物料逐渐从固体粉末或颗粒状物料中熔化,达到物料良好的塑化状态。一般情况下,每段的温度应根据挤出机的特性、物料的配方加工特性和产品的质量要求来确定。挤出温度一般是指塑料熔体的温度,很大程度上取决于筒体和螺杆的温度。在实际生产中便于测量和控制。筒体温度通常用来近似熔体温度,热电偶用来测量和控制。双螺杆挤出机挤出时,进料段的温度应高于树脂的熔融温度,进料段、压缩段、排气段和均化段的温度分布一般呈马鞍形曲线。
模具温度对挤压成形有很大影响。头部温度必须控制在合理的温度范围内,才能获得良好的型材外观和力学性能,降低熔体出口膨胀。通常,头部设定温度高于筒体温度。根据配方要求,挤出温度设定在170℃~180℃之间,过高的PVC会分解变色,模头模具温度可达190℃~210℃。
3、螺杆冷却和螺杆转速
由于PVC熔体的高粘度,摩擦会产生过多的热量,导致螺杆粘着分解,使型材内壁粗糙。因此,采用螺杆冷却来降低PVC熔体与螺杆表面的摩擦热,但冷却温度应控制在70-90℃,冷却温度过低,会降低挤出量,影响塑化质量,不利于产品质量。
螺杆转速是控制挤出速度、产量和产品质量的重要工艺参数。如果螺杆转速和剪切速率增加,熔体的表观粘度就会降低,有利于材料的均匀化,产品的冲击强度、弯曲强度和拉伸强度等力学性能都能得到适当的提高;但是螺杆转速过高,模具膨胀增大,料筒内物料停留时间过短,也会影响产品质量。
4、挤压压力
在成形过程中,材料需要一定的压力来克服流动阻力和自身的粘性摩擦。挤压压力是保证材料塑化质量、获得均匀致密、质量合格产品的必要条件。压头大小也是影响产品质量和产量的重要因素。挤出机的工作压力取决于螺杆、模具特性和熔体流动性。当熔体被挤出时,需要足够的压力来获得具有适当密度和良好物理性能的产品。但是,如果压头压力过大,很容易溢出,材料会因摩擦产生过多热量而分解,一般控制在18~22mpa。当然,压头过小也会导致产品质量问题,如产品不密实,容易翘曲。
5、牵引速度
牵引增塑直接影响产品壁厚、尺寸公差、性能和外观。因此,要求牵引速度必须稳定,牵引塑化应与型材挤压速度相匹配。在正常生产中,牵引速度应略快于挤出速度,以克服产品的脱模膨胀。
6、冷却和设置真空
ABS塑料型材产品的冷却定型采用干湿结合的冷却方式。虽然采用湿真空冷却定型可以加快挤出速度,但冷水的冲击会引起产品内应力,从而产生挠度和变形;采用干真空冷却定型时,水不会直接接触型材表面,而且热量是由水通过设定的冷却套带走的,冷却效率相对较低,为了提高冷却效率,需要延长冷却套的长度。因此,采用干真空与湿真空串联的冷却方法,不仅保证了产品的精度,降低了内应力,而且大大提高了成形速度。具体方法是将整个产品冷却后在湿真空水箱中缓慢冷却至干真空凝固,这样可以防止产品在冷却过程中变形,降低内应力,并高速成型精密产品。
在型材挤出过程中,挤出模中的熔体直接进入真空定型模。在真空负压的作用下,材料紧密地吸附在定型模的模壁上。真空定型模经冷却水冷却凝固后,真空度的控制是否合理,将直接影响产品的质量。如果真空度太低,则对坯料的吸附力不足,产品难以达到预定形状,外观质量和尺寸精度差;过高的真空度和增加的阻力会导致真空设定模具入口之间的材料积聚;甚至在严重的情况下也会破坏形象。
挤压过程中,冷却水温度应在18℃~22℃,有效水压应大于0.2MPa。
905563123@qq.ocm
0574-62270990
+86-574-62271182
| 扫描右侧二维码 +关注我们 实时关注服务动态 |  |